Фазовый и химические состав
Свинцовые латуни - это медно-цинковые сплавы, в которых добавлен третий легирующий элемент — свинец. В латуни ЛЖС добавлен четвертый элемент — железо. В остальных свинцовых латунях элементы кроме меди, цинка и свинца — это примесные атомы, количество которых не должно превышать проценты по стандарту качества. Свинец в латуни улучшают обрабатываемость резанием. Обрабатываемость сплава Л63-3 принято эталонной за 100%. Высокие антифрикционные свойства свинцовых латуней используют для изготовления деталей, работающих в условиях трения.
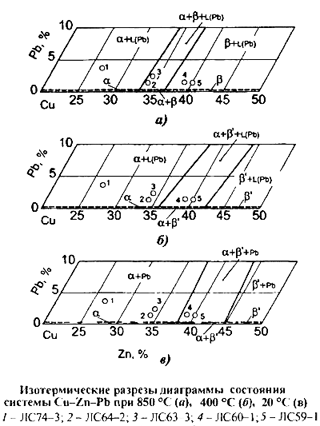
Cистема Cu-Zn-Pb определяет фазовый состав свинцовых латуней. В твердом состоянии свинец не растворяется в меди, медно-цинковом α и β-твердых растворах и в любых промежуточных фазах системы Cu-Zn. Добавки свинца к медно-цинковым сплавам не сдвигают границы двухфазной области α + β. Количество α и β-фаз будет определять процентное содержание цинка как в простых латунях. Даже малые количестве свинца выделяются в отдельную фазу, которая состоит из чистого Pb и превращает однофазную область α-твердого раствора системы Cu-Zn в двухфазную область α + Pb, а двухфазную область α + β — в трехфазную область α + β + Pb тройной системы Cu-Zn-Pb. Температуры плавления эвтектики α + Pb составляет ∼327°С. При превышении эвтектической температуры, свинец переходит в жидкую фазу чистого свинца в двухфазных и трехфазных областях тройной системы Cu-Zn-Pb.



Количество цинка в составе латуни ЛС74-3 определяет её в область первичной кристаллизации α-твердого раствора тройной системы Cu-Zn-Pb. После кристаллизации латунь ЛС74-3 состоит из двух фаз α + Pb. Двухфазную структуру α + Pb твердого раствора образуется в латунях ЛС64-2 и ЛС63-3. По аналогии с однфазными простыми латунями ( например Л63), свинцовые латуни ЛС74-3, ЛС64-2 и ЛС63-3 классифицируют как α-сплавы с включениями нерастворимого свинца. Химические составы латуней ЛС60-1, ЛС59-1 и ЛС59-3 находятся при температуре 20°С в трехфазной области α + β + Pb, и их классифицируют как двухфазные α + β-латуни с включениями нерастворимого свинца в обоих фазах.
| Марка | Массовая доля, % | Расчетная плотность, г/см3 |
Сортамент | |||||||||||||||
| Элемент | Сумма прочих элементов |
|||||||||||||||||
| Сu | Рb | Fe | Sn | Ni | Al | Si | Sb | Bi | P | Zn | ||||||||
|
||||||||||||||||||
| ЛС74 - 3 | 72,0 - 75,0 | 2,4 - 3,0 | 0,1 | - | - | - | - | 0,005 | 0,002 | 0,01 | Ост. | 0,25 | 8,5 | Ленты, полосы, прутки | ||||
| ЛС64 - 2 | 63,0 - 66,0 | 1,5 - 2,0 | 0,1 | - | - | - | - | 0,005 | 0,002 | 0,01 | Ост. | 0,3 | ||||||
| ЛС63 - 3 | 62,0 - 65,0 | 2,4 - 3,0 | 0,1 | 0,10 | - | - | - | 0,005 | 0,002 | 0,01 | Ост. | 0,25 | 8,5 | Ленты, полосы, прутки, проволока | ||||
| ЛС60-1 | 59,0 - 60,0 | 0,6 - 1,0 | 0,15 | 0,2 | - | - | - | 0,005 | 0,002 | 0,01 | Ост. | 0,5 | 8,4 | Прутки, проволока | ||||
| ЛС59 - 1В | 57,0 - 61,0 | 0,8 - 1,9 | 0,5 | - | - | - | - | 0,01 | 0,003 | 0,02 | Ост. | 1,5 | 8,4 | Прутки | ||||
| ЛС59 - 1 | 57,0 - 60,0 | 0,8 - 1,9 | 0,5 | 0,3 | - | - | - | 0,01 | 0,003 | 0,02 | Ост. | 0,75 | 8,4 | Листы, ленты, полосы, прутки, профили, трубы, проволока, поковки | ||||
| ЛС58 - 2 | 57,0 - 60,0 | 1,0 - 3,0 | 0,7 | 1,0 | 0,6 | 0,3 | 0,3 | 0,01 | - | - | Ост. | 0,3 | 8,4 | Полосы, прутки, проволока | ||||
| ЛС58 - 3 | 57,0 - 59,0 | 2,5 - 3,5 | 0,5 | 0,4 | 0,5 | 0,1 | - | - | - | - | Ост. | 0,2 | 8,45 | Прутки | ||||
| ЛС59 - 2 | 57,0 - 59,0 | 1,5 - 2,5 | 0,4 | 0,3 | 0,4 | 0,1 | - | - | - | - | Ост. | 0,2 | 8,4 | Прутки | ||||
| ЛЖС 58 - 1 - 1 |
56,0 - 58,0 | 0,7 - 1,3 | 0,7 - 1,3 |
- | - | - | - | 0,01 | 0,003 | 0,02 | Ост. | 0,5 | 8,4 | Прутки | ||||
Влияние свинца на технологические свойства
Свинец практически не растворяется в меди. Он выделяется в виде дисперсных частиц в объеме и по границам зерен. Частицы свинца создают ломкость стружки при механической обработке. При обработке резанием свинцовых латуней образуется сыпучая стружка без завитков. Детали из этих латуней изготовливают на станках-автоматах при высоких скоростях резания. Второе народное название свинцовых латуней - сыпучка.


При изготовлении мелких деталей в микротехнике и приборостроении важно получить в заготовках размер зерна α-фазы от 10 до 50 мкм при среднем диаметре частиц свинца 1—5 мкм. Для этого применяют латуни с высоким содержанием свинца (ЛС63-3, ЛС58-3), которые удовлетворяют требованиям по однородности химического состава и внутренней структуре: размерам и распределению частиц свинца, количеству и распределению β-фазы, размерам зерна α-фазы
В α-латунях ЛС74-3, ЛС64-2, ЛС63-3 горячая прокатка не производится из-за включения свинца. Горячую деформацию латуней проводят при температурах выше эвтектической температуры плавления свинца в медно-цинковом растворе, поэтому существует опасность оплавления свинца по границам α-зерен и получения дефектной конечной структуры. В холодном состоянии обрабатываемость давлением у них хорошая.
Двухфазные α + β-латуни ЛС60-1, ЛС59-1 и ЛС59-3 хорошо прокатываются в горячем состоянии. При нагреве проходит перекристаллизации α → β и свинцовые включения оказываются внутри β-зерен, а не на границах, как в α-латунях. Двухфазная латунь ЛС59-1 «сыпучка» — наиболее распространенный сплав из-за комбинации технологических м механических свойств: она отлично переносит горячую обработку давлением, удовлетворительно - холодную, отлично обрабатывается резанием.
| Латунь | Плотность г/см3 |
Температура плавления, °С |
Теплопрo- водность, кал/(см·c·°С) |
ρ, Ом·мм2/м |
E, кгс/мм2 |
| ЛС63 - 3 | 8,5 | 905 | 0,28 | 20,5 | 9 800 |
| ЛС74 - 3 | 8,7 | 965 | 0,29 | 17,5 | 10 500 |
| ЛС64 - 2 | 8,5 | 910 | 0,28 | 20,3 | 10 500 |
| ЛС60 - 1 | 8,5 | 900 | 0,25 | 20,8 | 10 500 |
| ЛС59 - 1 | 8,5 | 900 | 0,25 | 20,6 | 11 500 |
| ЛС59 - 1В | 8,5 | 900 | 0,25 | 20,6 | 10 500 |
| ЛЖС58 - 1 - 1 | 8,4 | 895 | 0,26 | 20,4 | 10 600 |
| Латунь | E, кгс/мм2 |
σв, кгс/мм2 | δ, % | HB, кгс/мм2 | Обрабаты- ваемость резанием, % |
|||
| твердая | мягкая | твердая | мягкая | твердая | мягкая | |||
| ЛС63 - 3 | 9 800 | 55 - 65 | 30 - 40 | 3 - 6 | 40 - 50 | 135 - 145 | 45 - 55 | 100 |
| ЛС74 - 3 | 10 500 | 60 - 70 | 30 - 40 | 2 - 5 | 40 - 55 | 130 - 140 | 40 - 50 | 80 |
| ЛС64 - 2 | 10 500 | 58 - 67 | 32 - 38 | 4 - 6 | 55 - 65 | 140 - 150 | 50 - 60 | 90 |
| ЛС60 - 1 | 10 500 | 60 - 70 | 30 - 40 | 4 - 6 | 45 - 55 | 150 - 160 | 60 - 70 | 75 |
| ЛС59 - 1 | 11 500 | 60 - 70 | 30 - 40 | 4 - 6 | 40 - 50 | 150 - 160 | 70 - 80 | 80 |
| ЛС59 - 1В | 10 500 | 60 - 70 | 30 - 40 | 4 - 6 | 40-50 | 150 - 160 | 70 - 80 | 80 |
| ЛЖС58 - 1 - 1 | 10 600 | 65 - 75 | 35 - 45 | 2 - 5 | 35 - 45 | 160 - 170 | 75 - 85 | 70 |
| Марка | Температура,°С | Обрабаты- ваемость резанием1), % |
Жидкоте- кучесть, см |
Линейная усадка, % |
Коэффициент трения |
||||
| литья | горячей деформации |
полного отжига |
отжига для уменьшения остаточных напряжений |
со смазкой | без смазки | ||||
|
|||||||||
| ЛС74-3 | 1120 - 1160 | - 5) | 600 - 650 | - | 80 | - | 2,2 | - | - |
| ЛС64-2 | 1060 - 1110 | - 5) | 620 - 670 | - | 90 | - | 2,2 | - | - |
| ЛС63-2 | 1060 - 1100 | 760 - 8202 | 620 - 650 | - | 100 | - | 2,0 | - | - |
| ЛС60-1 | 1040 - 1080 | 780 - 820 | 600 - 650 | - | 75 | - | 2,0 | - | - |
| ЛС59-1 | 1030 - 1080 | 640 - 780 | 600 - 650 | 285 | 80 | 51 | 2,23 | 0,0135 | 0,17 |
| ЛС59-1В | 1030 - 1080 | 640 - 780 | 600 - 650 | - | 80 | 51 | 2,23 | 0,0135 | 0,17 |
| ЛЖС58-1-1 | - | - | 600 - 650 | - | 70 | - | - | - | - |